Московский государственный
технический университет имени Н.Э.Баумана
Кафедра «Технология машиностроения»
|
Кафедра «Технология машиностроения» Отделочные методы обработки в машиностроении |
|
|
Демин Юрий ВалерьевичПасты полировальные алмазные и на основе КНБПод полировальными пастами имеются в виду абразивные смеси, состоящие из микропорошков и связующих, которые по консистенции бывают твердые или мазеобразные. Имеются полировальные установки, на которых в качестве основного технологического материала используются абразивно-полировальные жидкости со взвешенными абразивными зернами, т. е. суспензии. Все полировальные пасты подразделяются на две большие группы: жировые, безжировые или водные. Неабразивная часть жировых полировальных паст имеет в своем составе жировые кислоты, масла, парафин и другие составляющие, т. е. такие составы, которые в обычных условиях водой не смываются. Но не надо этого пугаться т.к. такие полировальные пасты могут легко удаляться чистой сухой тканью, то есть на заключительном этапе полировки. Удаляются они или нет, лучше предварительно проверить на маленькой площади обрабатываемой поверхности. Абразивная часть в ряде случаев является определяющей для названия и области применения пасты или суспензии. Если в составе паст имеется микропорошок из кубического нитрида бора, то такие пасты именуются эльборовыми или кубанитовыми. Жидкие полировальные материалы чаще всего используют при механической обработке методом непрерывной подачи абразивной суспензии. При полумеханической и ручной полировке, обычно используют твердые полировальные пасты. В состав полировальных паст помимо абразивных порошков входят связующие вещества, жиры, поверхностно активные вещества и т. п. Они наносятся тонким слоем на полировальные круги или другой полирующий инструмент. Пасты различаются по их назначению: для полирования закаленных сталей, цветных металлов и т. п. Полировальные пасты должны отвечать следующим требованиям: 1) обеспечивать получение гладкой поверхности с зеркальным блеском; 2) быть достаточно вязкими и прочными, а также однородными по составу; 3) хорошо удерживаться на рабочей поверхности круга; 4) не крошиться и не рассыпаться, не загрязнять и не царапать полируемую поверхность. Активные добавки полировальных паст Агрессивность добавки в значительной степени зависит от характера ее применения. При таких процессах, как точение, фрезерование, вытяжка металла и др., можно использовать относительно неустойчивые соединения, так как в этом случае коррозия играет небольшую роль. Однако, например при сверхтонкой абразивной доводочно-притирочной обработке высокая активность добавки вызывает повышенную химическую коррозию. Видимо, при окончательных сверхтонких работах добавка должна давать химическую реакцию только при определенных температурах и давлениях в процессе резания-царапания, т.е. там, где неминуем интенсивный съем и возможны случаи схватывания металлов.
Выбор связки пасты зависит от операции, для которой она предназначается:
Основное назначение активных добавок и связок полировальных паст
Связка пасты состоит из активных добавок, таких, как олеиновая и стеариновая жирные кислоты, и из жировой основы (масла-типа костного, вазелинового, жира свиного). Для придания полировальной пасте определенной твердости, в ее состав добавляют парафин. Основными химическими реагентами, способствующими активизации процесса доводки, являются олеиновая и стеариновая кислоты. Неабразивные составляющие полировальных паст обычно образуют ее связку. Любая связка отвечает своему назначению лишь при условии, что изготовленная на ней паста тверда, вязка и не крошится при обычной температуре. Для предотвращения повышенного расхода, повышения коэффициента использования режущих свойств абразивных зерен, в состав связки вводят специальные растворы-интенсификаторы, которые при легком надавливании на круг легко плавятся только в зоне резания и хорошо удерживаются на круге. Изготовление хорошей жировой связки зависит от температуры ее плавления и испарения, от степени омыления и некоторых других факторов. Очень важное значение имеет интервал между температурой плавления и испарения. Он должен быть широким, так как твердая составляющая часть - абразив, входящий в состав полировальных паст, удерживается на полировальном круге, пока имеется связка. Применение быстроиспаряющихся связок приводит к преждевременному выбрасыванию абразивных зерен из зоны полирования под действием центробежных сил, а применение медленно испаряющихся связок приводит к удержанию абразивных зерен, потерявших свои режущие свойства. При выборе неабразивных составляющих для приготовления полировальных паст надо учитывать быстроту и легкость их удаления с поверхности обработанных деталей, особенно жировых связок с полированной поверхности перед гальванопокрытиями. Кроме того, они должны хорошо смазывать рабочую поверхность полировального круга (полировальника), чтобы предупредить перегрев его и полируемого изделия, и в то же время они не должны салить полировальник, когда требуется получить зеркальный блеск. http://www.polirovanie.ru/paste.php
Так как на полирование оказывает влияние образующийся электрический заряд, введение в пасту диэлектриков повышает ее производительность. Алмазные пасты могут производиться согласно следующих спецификаций:
Алмазные пасты
Алмазные пасты должны изготовляться марок и зернистостей, указанных в табл. 1. Область применения паст в зависимости от марок приведена в приложении 6. Технические требования Пасты должны изготовляться из порошков природных или синтетических алмазов по ГОСТ 9206—80 или другой нормативно-технической документации, наполнителей и связующих веществ. Консистенция паст при температуре (20±5)°С по показаниям пенетрометра должна соответствовать: мазеобразной (М) — от 100 до 400 делениям пенетрометра, твердой (Т) —от 20 до 80, жидкой (Ж) — 400 и более. 2.1, 2.2. (Измененная редакция, Изм. № 1). Пасты должны изготовляться с нормальной (Н), повышенной (П), высокой (В) массовыми долями алмазов. Пример условного обозначения пасты из алмазных порошков марки АСМ зернистостью 7/5 с нормальной массовой долей алмазов (Н), смываемых водой (В), мазеобразной консистенции (М), типа (С): Паста алмазная АСМ 7/5 Н В М С ГОСТ 25593—83.
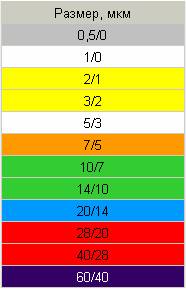
В инструментальном производстве алмазы используются в виде отдельных кристаллов, порошков и паст. Наиболее крупные зерна применяются для изготовления резцов, зерна величиной от 200 до 50 мкм идут на изготовление шлифовальных кругов, брусков, алмазных надфилей, притиров для обработки закаленных сталей и твердых сплавов, а самые мелкие порошки алмаза (от 40 до 1 мкм) — для изготовления доводочных и полировочных паст. Получили распространение как естественные, так и синтетические (искусственные) алмазы. По своей работоспособности синтетические алмазы (в определенных условиях) не уступают, а часто превосходят естественные алмазы. Это объясняется их высокой однородностью и особым характером поверхности зерен, способствующей их лучшему закреплению в инструменте. Размер алмазных зерен классифицирован на порошки (с буквой А) и микропорошки (с буквами AM). В обозначениях зернистости порошков из синтетических алмазов добавляется буква С (например, АС 16, АСМ40). В инструментальном производстве широко используются алмазные круги для шлифования, заточки и доводки деталей из твердых сплавов и закаленных сталей. Внедрение алмазного шлифования позволяет изготовлять многие виды штампов с вставками из твердых сплавов, что увеличивает стойкость штампов от 30 до 120 раз в сравнении со стойкостью штампов из закаленной стали. Корпус алмазного круга изготовляется обычно из Дюралюминия или пластмассы и на его поверхность наносится алмазоносный слой небольшой толщины на металлической или органической (пластмассовой) связке. Для доводочных работ используются алмазные пасты, которые наносят на притиры. Наиболее эффективными являются алмазные пасты, состоящей из 30—40% (по массе) алмазного порошка и 70—60% оливкового или касторового масла. Готовые к употреблению алмазные пасты выпускаются двенадцати зернистостей, которые условно разделены на четыре группы: крупные, средние, мелкие и тонкие. Для удобства различения паст их упаковка имеет разные цвета. Сами пасты выпускаются светлого цвета, чтобы по потемнению пасты в процессе работы можно было судить о съеме обрабатываемого материала.
Характеристики алмазных паст, изготовляемых УкрНИИСМИ
Весовое содержание алмазного порошка в пасте называется концентрацией. Концентрация зависит от зернистости порошка и подразделяется на три группы: нормальную — Н (например, АСП14Н), повышенную— П (например, АСП10П) и высокую — В (например, АСП7В). Чем больше зернистость алмазного порошка и тверже обрабатываемый материал, тем больше должна быть концентрация алмаза в пасте. Расфасовывают алмазные пасты в тюбики массой 20, 40 и 80 г. Можно рекомендовать следующие зернистости алмазной пасты для получения высокой чистоты поверхности:
Кубический нитрид бора (КНБ) Кубический нитрид бора (КНБ), в промышленности называемый кубонитом, эльбором или боразоном, представляет собой новый абразивный синтетический материал, выпускаемый в виде мелких кристаллов кубической формы темно-коричневого цвета размером до 0,5 мм. Получают его путем синтеза нитрида бора при высоких давлениях и температурах в специальных камерах на гидравлических прессах. Твердость кубического нитрида бора близка к алмазу (до 10 000 кГ/мм2 по Виккерсу), а абразивная способность почти такая же, как у алмазов; адгезия со сталью значительно меньше или совсем не наблюдается; теплопроводность ниже, чем у алмазов, вследствие чего он быстрее нагревается до высокой температуры, но обладает теплостойкостью в 1,5 раза выше, чем у алмаза. Применяется в виде зерен, порошков и микропорошков для изготовления шлифовальных кругов и паст. Используется для обработки твердых сплавов, труднообрабатываемых сталей, особенно в тех случаях, когда требуется высокая размерная точность. Шлифовальные инструменты из кубического нитрида бора изготовляют на керамической, металлокерамической и органической связках. Порошки изготовляют в соответствии с принятой классификацией зернистости для синтетических алмазов. Пасты выпускаются с концентрацией эльбора 8%. При обработке сплавов на железной основе и закаленных сталей стойкость инструмента в 4—5 выше алмазного. file://localhost/F:/Абразивы%20и%20доводочные%20пасты%20delta-grup.htm
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|